
NOTE
ON INTERNAL FIRE HYDRANT SYSTEM
Internal fire hydrants are provided for use by the fire brigade or other internally trained fire personnel. These Internal fire hydrants provide means of delivering considerable quantities of water to extinguish the fire or to prevent the spread of fire. These internal fire hydrant system effectiveness in stopping the fire is more pronounced if the premises are provided with an early warning device of any outbreak of fire.
Internal hydrant installation comprises of the following elements:
1.
STATIC TANK OR TERRACE TANK
2. RISER SYSTEMS
3. FIRE FIGHTING PUMP/PUMPS
4.
COMPONENTS/ ACCESSORIES:
1) STATIC TANK /
TERRACE TANK: Static / terrace tank is meant to store adequate quantities
of water for firefighting purposes. Static tanks are placed underground or on the
leveled surface. Terrace tanks are
placed on the top especially for multi-story buildings. Underground
tanks (static tanks) are to be provided with compartments with external
interconnection at bottom levels having gate valves at both ends. These gate
valves will help in periodical maintenance/cleaning purposes. The most important
thing is to provide at least two-man holes on the tank to facilitate fire
appliances to draw water as and when necessary. The access roads to these tanks
should be 6m in width with no encroachment and obstructions so that fire brigade
trucks can easily maneuver. If tanks are built on the terrace, they should be
properly placed on suitable girders and plates for equal distribution of load.
The capacity of the tank is
decided by the area and the number of risers.
2)RISER SYSTEMS: They are four types of riser systems
1.
Dry riser
2.
Wet riser
3.
Wet riser
cum down riser
4.
Down comer
system
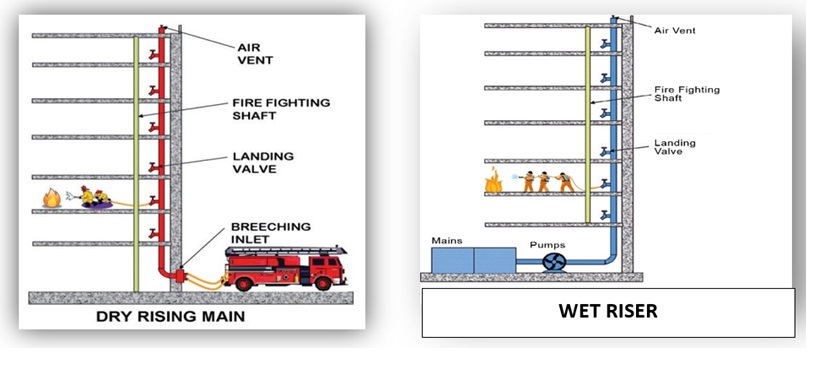
Wet riser: This is a kind of arrangement in which rising mains are permanently charged with water which is under pressure and connected to dedicated fire pumps and also provided fire service inlets. This wet-riser installation in the building should be so situated as not to be farther than 30 m from any point in the area covered by the hydrant
Wet riser CUM downcomer: This uses a combination of both WET RISER and DOWN COMER system using terrace tanks and static tank
Down Comer System: This is a kind of arrangement in which down comer mains are connected to terrace tanks charged with water through the terrace pump, gate valve, and a non-return valve and landing valves on each floor. There is also provision given for inlet connections at ground level so that water can be charged
3)FIRE FIGHTING PUMP/PUMPS: Firefighting pump/pumps with all fitments and components and pump control panel, housed in a pump house should be of adequate dimensions, there are four types of pumps that are used
· Fire pump:
This is the main pump connected to the static tank and help in supplying water
to the wet risers.
· Stand by
pump: This pump is used as an alternative to the main Fire pump
· Terrace pump:
This is connected to the Terrace tank
· Jockey pump:
This pump is to regulate the pressure in the hydrant lines, in case if there is
a drop in pressure, this automatically starts and stops when required pressure
is reached in pipelines
Depending upon the suction and delivery pipe sizes the capacity of pumps should be 450 l/min to 1400 l/min for Terrace pumps and 2280 l/min to 4540 l/min for fire pumps stationed in the firehouse.
For a wet-riser system, two automatic pumps should be installed.
· One acts as
a duty pump it will operate automatically when the drop in pressure in the
pipeline happens due to the hydrant/hose reel getting up opened
· The second
one acts as a standby pump which automatically starts up in case of failure of
the duty pump. The interlocking mechanism between the pumps will make sure that
only one pump will run
It is preferable to have positive suction to have a permanently flooded suction, if not possible a priming tank with foot valve and Stainer to be provided, this helps in keeping the suction permanently flooded.

INTERNAL FIRE HYDRANT SYSTEM MAINTENANCE
· Periodic inspections near all the
places and approach ways to hydrants should be done to ensure that there are no
obstructions that are preventing proper accessibility and that hydrant
indicator plates are in position.
For every 6 months hydrant components
like Inlets, landing valves, drain valves, door hinges, and landing valve boxes
should be inspected every six months.
Valves, spindles, glands, and washers also to be ensured that they are checked every 6 months for any leakages and to ensure that they are in satisfactory condition so that all equipment is ready for immediate use.
· Water storage tanks cleanliness is also
important and to be ensured.
- Proper maintenance of pumps, when any part like the outlet on the rising mains is found to be
defective and no replacement is immediately available, the whole valve
assembly should be removed from the main and should be replaced with a
blanking off plate or plug, so that the system remains operative without
disturbing the whole system
· Regular inspection should be done to Hose
reels to ensure that there are no leaks in
o
Inlet
valve
o
Automatic
on/off valve
o
Glands
o
Tubing
o
Shut
off nozzle
and also, to ensure
that the outlet of the nozzle is not chocked.
FIRE Notes by PJ Mohan
Sr. Faculty, NIFS










